歡迎光臨 無錫方管廠家 官網!
全國服務熱線:
18118889993
歡迎光臨 無錫方管廠家 官網!
18118889993

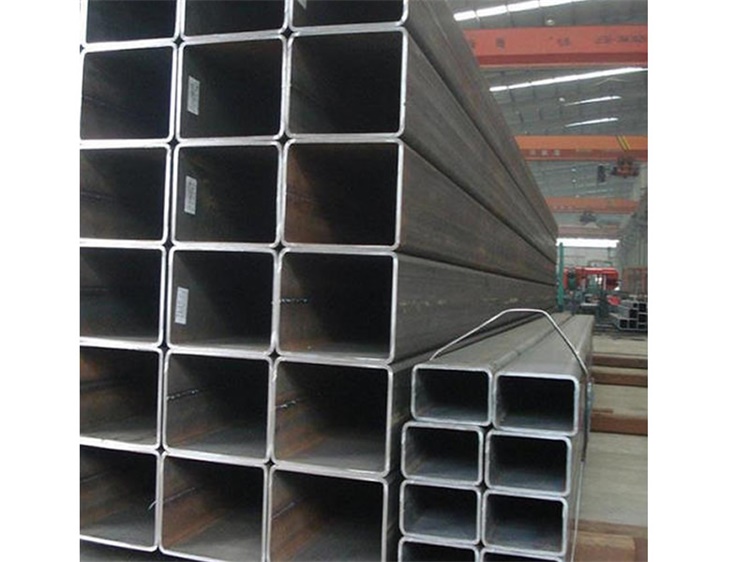
q235b方管的冷彎成型全過程是一個十分復雜的全過程,假如設計方案不科學,在調節歷程中會發生邊緣波浪紋,袋形波,豎向彎折,角處褶皺,裂痕及歪曲等形變缺點,這種情況通常在調節生產過程中能夠發覺,而一旦發覺這種情況務必很切實解決,不然形變缺點的出現會進一步毀壞高韌性構造厚鋼板的冷彎成型工藝性能。
剖析q235b方管其破裂緣故,除開溫度,載入速率等外部要素對資料的破裂方式有很重要的影響以外,最先是冶金工業層面的要素,在生產制造金屬薄板時,原材料的注塑量大,終軋溫度低,機構細膩,內表層勻稱;而在冷軋厚鋼板時,原材料的冷軋頻次少,終軋溫度高,機構松散,內表層勻稱性較弱。次之是材質的壓力情況對冷擠壓成型技術的影響,當板才非常薄時,原材料在薄厚方位形變較為非常容易,軸向原材料應變力值小,沿板厚方位的壓力也較小,其承受力貼近于平面圖情況;而厚鋼板因為沿板厚方位的伸縮形變遭受較大的限定,開展冷拉生產加工時,在冷拔件的表面層易產生細微裂痕,裂痕處產生三向地應力,即所說的平面圖應變力情況使原料變脆,造成破裂。
此外,q235b方管原材料表層的溫度冷硬底化狀況較金屬薄板顯著,強度過高就是導致在冷拔生產加工中出現破裂的緣故,一部分原材料盡管沒有斷裂,可是,其冷拔表層早已有顯著的裂痕,并且因為生產加工表層冷工硬底化狀況的產生,原材料的延性減少,一旦應用,也將對全部冷拔鋼架結構的抗壓強度,彎曲剛度,可靠性產生潛在性的風險。在一些運用場所務必開展q235b方管的冷拔實驗,操縱設計方案彎曲半徑達到基本上板孔設計方案規定。
推薦資訊